
 咨询热线
咨询热线
13569025595 (王经理)

王国庆:13733201666/13569025595
孔勇飞:13653725565
财 务:0372-3713699
传 真:0372-5056516
网 址:http://www.ayyfjs.com
地 址:安阳市殷都区邺城大道西段宏锦钢材市场9号院内

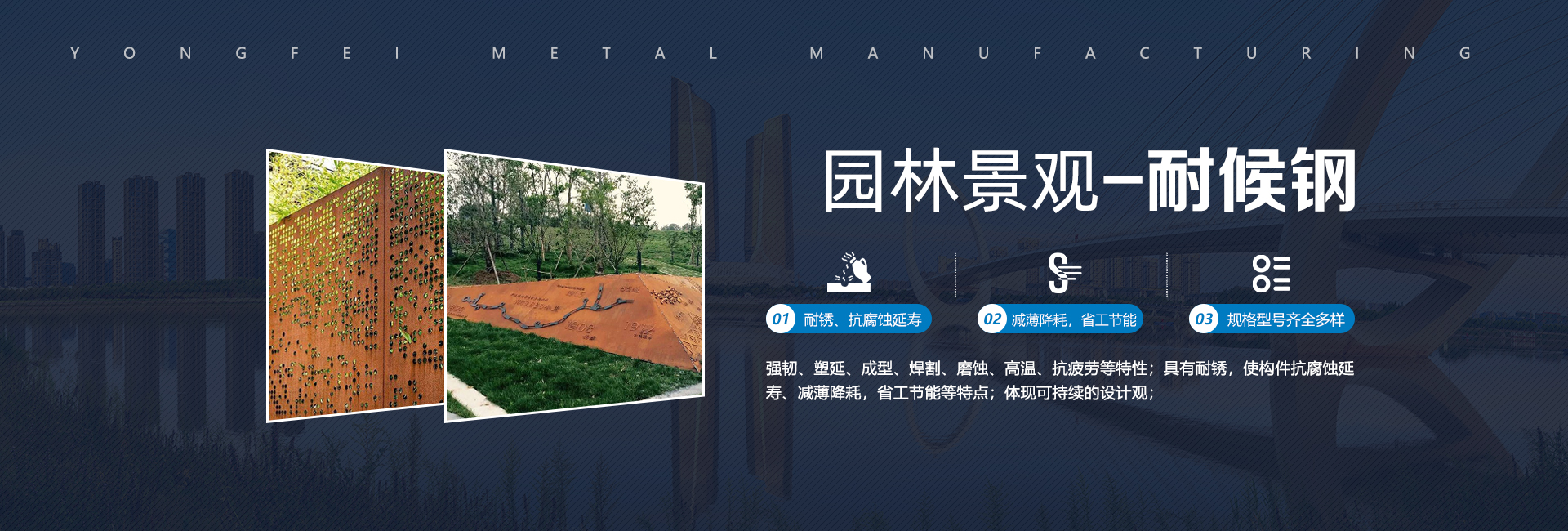
云南桥梁耐候钢具有突出的视觉表现力。耐候板会随着时间而发生变化。其色彩明度和饱和度比一般的构筑物材料要高,因此在园林绿植背景下容易突显出来。此外,钢板锈蚀产生的粗糙表面使其构筑物更富体积感和质量感。耐候板有很强的形体塑造能力。如同其他金属材料,耐候板比较容易塑造成丰富变化的形状,并能保持好的整体性,这一点是木材、石材以及混凝土都很难达到的。云南桥梁耐候钢还具有鲜明的空间界定能力。由于耐候板的强度与韧度很大,不如砖石材料因结构导致的厚度限制那么多。因此可以利用很薄的耐候板对空间进行非常清晰、准确地分隔,使场地变得简练而明快,又充满了力量。
云南桥梁耐候钢在进行购买时,不管是用哪种方式进行购买,我们都需要要对厂家进行一定的考核,这样才能购买到合适的ND钢板。ND钢板在今年因为受疫情的影响,在销售上也有所影响,但是也正是受疫情原因的影响,人们更加接受网上购买的这种方式。ND钢板如果想要购买的性价比比高的话,选择厂家直接购买是非常好的一种购买方式。但是这就需要我们对厂家有一定的了解,比如厂家的产品质量、实力以及信誉等方面都要进行考察,这样我们才能保证购买到的云南桥梁耐候钢的质量是过关的,并且价格是适中的。

云南桥梁耐候钢焊接线能量的控制:焊接时应严格按照工艺规范焊接,焊接线能量一般控制在5000J/cm以下。线能量过大,焊缝金属在高温停留时间长,会引起热影响区过热使晶粒粗大,使该组织塑性变差,降低接头的抗裂性能;而线能量过小,则会使接头冷却速度加快,缩短冷却时间,使热影响区淬硬,也会不利于氢的逸出,故而也增加冷裂倾向。因此,焊接线能量在施工中应该严格进行控制。操作的控制:云南桥梁耐候钢焊接的环境要稳定,避免空气流动影响气体的保护效果。尽量避免在潮湿的环境中焊接。由于是多道焊接,层间的飞溅清理。背面焊接前用气刨清根,坡口打磨,清理干净后焊接。

云南桥梁耐候钢焊接工艺要求:09CrCuSb钢的常用焊接方法是手工GTAW氩弧焊和手工电弧焊。焊接用含有相同成分应使用的NDS低氢钠涂层的低合金钢碱性电极,焊接前烘干温度为380℃2h左右。该焊条电弧燃烧稳定性涂层熔化均匀飞溅小,成型美观,易除渣,且焊缝具有优异的抗硫酸露点腐蚀性能。为了确保全熔透焊缝和焊接接头性能促进明确的根背面和减少单边Ⅴ槽的变形类型选择。对单面V型坡口点焊位进行了手工弧焊平焊位和垂直dip位工艺试验。云南桥梁耐候钢的厚度测试采用了对接和t型角两种坡口类型,为12mm。

云南桥梁耐候钢板式换热器是用金属薄板(一般采用钢板或不锈钢板)冲压成带有一定规则形状的波纹沟槽的单板,然后将单片组装成所需的多片组。在每两片相邻板的边缘采用丁睛橡胶等材料作密封垫片,形成介质流槽的通道。板上开有流体的进出口,使两种介质在各自的流槽通道内流动并进行热交换。因通道波纹形状复杂,介质虽是低速流人,但在沟槽内也会形成湍流,提高了热交换率,同时沟槽多又增加了换热面积,是一种快速的换热设备。云南桥梁耐候钢板式换热器由金属波纹板片、固定板、活动夹板、夹板螺栓、型钢支架等组成。

由于云南桥梁耐候钢的耐候性耐久性更好,更强,所以在切割时间上一定要花费精力、时间和钱。所以今天我们要学习切割一些耐候性钢板。切割机越好,离子切割机就越好。随着现代机械加工业的发展,对切割质量和精度的要求也在不断提高,对提高生产效率、降低生产成本和具有高度智能化的自动切割功能的要求也在不断提高。数控切割机的发展必须适应现代机械加工业的发展要求。切割机分为火焰切割机、等离子切割机、激光切割机、水切割机等。激光切割机效率快,切割精度高,切割厚度一般小。等离子切割机的切割速度也非常快,云南桥梁耐候钢切割面有一定的坡度。火焰切割机是为较厚的碳钢设计的。

